Pipe Bends: A Quick Primer
From measurements and materials to pipe bending methods and fitting, we’re covering the essentials to help you buy with confidence.
Process piping systems rarely travel in a straight line from process to process. Modern processing systems are often a complex network of turns, elevation changes, fittings, and more.
As with most piping considerations, understanding the ideal uses for bent pipe in your design or project is essential to the proper operation of the finished system.
In this guide, we will look at why you might consider pipe bends in your system design and common considerations when searching for the perfect pipe bend.
Why Use Bent Pipes and Tubes?
Pipe bending allows systems to minimize pressure changes while still routing materials through complex piping systems.
As most bent pipes do not alter the ends of the piping, pipe bends are often easy to implement within a processing system using standard welding processes, flanges, or other connection methods.
The sheer variety of pipe bend sizes and materials also make them suitable for routing everything from hot or caustic liquids to maintaining pressure and movement in high viscosity liquids or those with suspended solids, such as Oil Sands slurry lines which contains a high concentration of silica sand.
Finally, as most pipe bending methods are quite cost-efficient, using bent pipes and tubes will have a minimal impact on the overall design budget when using the ideal length and sizing for your application.
Common Pipe Bending Methods and Their Benefits
While there are pipe bending multiple methods available, most fall into one of two categories:
- Cold bending
- Hot bending
Cold bending methods often rely on sheer physical force to help bring the pipe to its final shape while hot bending methods use careful heating to reduce the force required.
Each method has unique benefits and will determine the degree of bending possible and the final shape of the pipe.
Cold Bending Methods
Rotary Draw Bending: Pipe or tube is bent using a combination of dies and other various components working in a rotary action. This action draws the pipe or tube forward making the desired bend. Rotary draw bending can also utilize mandrels.
Mandrel Bending: A mandrel is placed inside the tube or pipe that is being bent, especially with thinner wall materials, to prevent defects that can occur in the piece’s bend such as rippling, flattening, or collapse.
Compression Bending: Bending a pipe or tube using a stationary die while a counter die bends the material around the stationary die.
Roll Bending: Used when large radius bends or curves are required, this method passes a piece of pipe or tube through a series of three rollers in a pyramid configuration to achieve the desired curve.
Hot Bending or Induction Bending
While there are slight variances to different hot pipe bending methods, nearly all are a form of induction bending.
This method precisely heats the pipe using an induction heating coil before applying pressure to make the intended bend.
It requires much less physical force than cold bending methods and can produce bends of similar or higher quality with no filler materials, mandrils, or other additions used to avoid distortion.
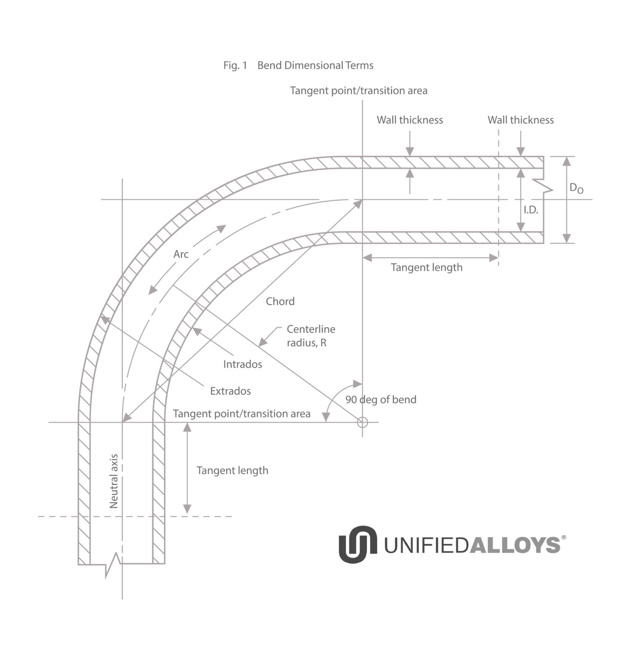
While it minimizes diameter reduction at the bend site, induction bending causes some changes in pipe thickness.
Typically, the intrados -- or inner section of the bend -- will become thicker while the extrados -- or outer section of the bend will become thinner.
The method is most often used in large diameter piping and tubing and long radius bends.
However, it also has uses in smaller piping diameters and short radius bends.
Pipe Bend Sizing and Fit
In most cases, pipe bends are measured in relation to the nominal pipe size or diameter (D).
Long radius elbows, for example, have an end to center dimension equal to 1.5 times the diameter (sometimes noted as >1.5D).
Short radius elbows feature an end to center dimension equal to the pipe diameter.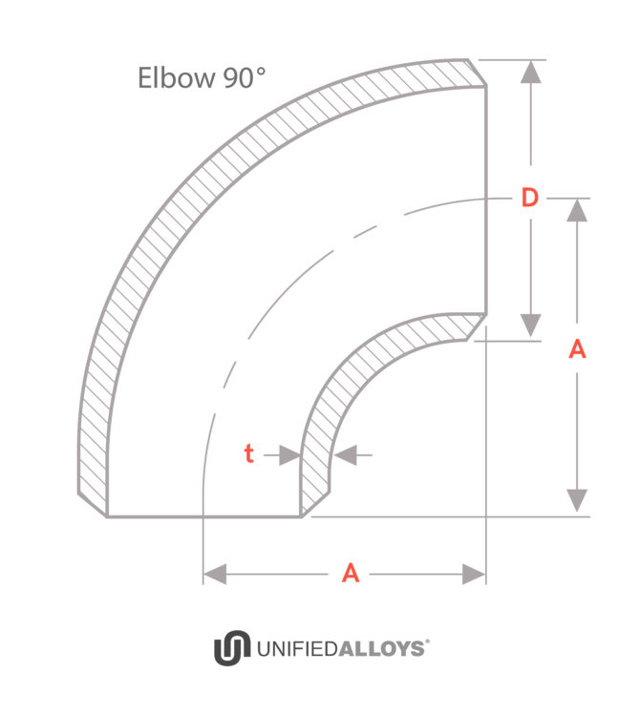
You can determine the radius of the centerline of bent pipes and tubes by multiplying the D designation by the diameter of the pipe.
For example, a 5D pipe with a 10-inch D will have a centerline radius of 50 inches.
180-degree Pipe Bends use a different measurement based on the center to center dimension to allow for a better idea of the space required and how the pipe bends will fit into the system.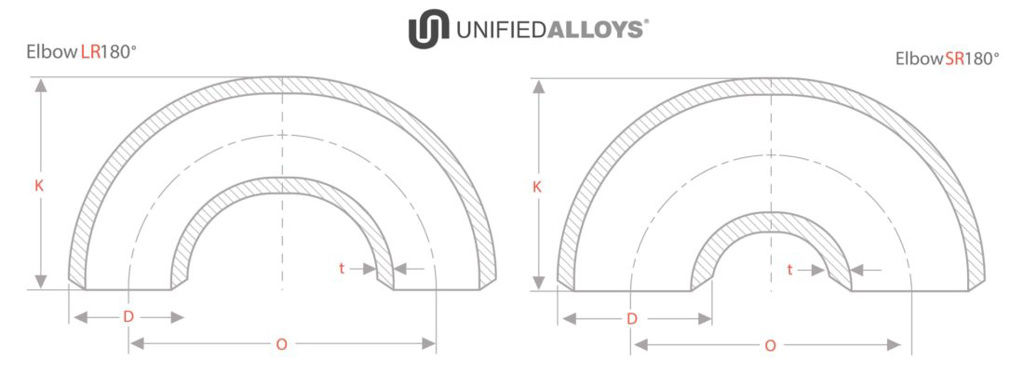
Similar to elbows, multiplying the diameter of 180-degree pipe bends by the D designation will give you the center to center dimension.
Short radius 180-degree pipe bends are 2D while long radius pipe bends are 3D.
This means a 4-inch short radius pipe would have a center to center dimension of 8-inches, while the same 4-inch pipe with a long radius bend would have a center to center dimension of 12-inches.
Whether you’re looking at elbows or 180-degree bends, the tangent ends of induction bent pipe are often unaffected by the bending process and can be matched to existing piping by diameter, flange, valve, or fitting requirements.
While fitting and sizing bent pipes might seem complex at first, a basic understanding of the measurements used make matching them to your existing system or integrating them into a new design straightforward.
Popular Materials Used for Pipe Bending
Pipe bending methods will vary based upon the metals used.
However, because of the reduced force required to achieve common angles, induction bending is compatible with a wide range of both ferrous and non-ferrous materials including:
- Steel & steel alloy pipes
- Stainless steel pipes
- Aluminum pipes
- Copper pipes
- Nickel pipes
This is particularly true for thinner metals that might warp, pinch, collapse or otherwise distort using cold bending methods.
Final Thoughts
When standard 90-degree elbows won’t work with your system design or space requirements, bent pipes and tubing are an excellent routing option.
With a solid understanding of bending methods, materials, and common pipe bending terminology, it’s easy to find a solution for pipes and spaces of all sizes.
If you have questions, the experts at Unified Alloys have provided pipe bends of and other stainless steel and alloy components to industries across North America and Canada for more than four decades. Contact us today to speak with our technical sales experts and find a perfect fit for your project.
Unified Alloys expressly disclaims any liability for loss or damage caused by use of any information contained in this publication, including any special, incidental or consequential damages arising from such use.
Nothing in this publication shall create or imply any warranty whether expressed or implied.